
Entretanto, antes de iniciarmos é premente definirmos o que é chamado aço damasco.
O que é o aço damasco?
O aço damasco ou aço de damasco era feito com freqüência antes do período industrial, pois como não existia aço virgem para a venda à disposição dos ferreiros, estes utilizavam-se de todo aquele que pudessem reciclar (ferraduras, pregos, dobradiças, tramelas, etc) e também o extraído da fonte original do aço, o minério de ferro.
Assim, os ferreiros os fundiam num único bloco de aço, num processo tecnicamente chamado de caldeamento, que é a micro fusão de superfície, onde as camadas se fundem em uma só, submetidas a uma pressão adequada, à temperatura de 1100 graus Celsius.
Desta forma, os ferreiros conseguiam “juntar” o aço escasso que conseguissem, num bloco único, manufaturando-o posteriormente desde a forma de pequenas facas, até mesmo a de imensos canos de canhões.
A técnica da confecção do aço damasco ficou perdida por aproximadamente três séculos, pois com o início do período industrial, não mais era necessário juntar as "migalhas de aço" para fazer uma única peça.
Havia então aço em abundância. Desta forma, todos os ferreiros que conheciam a técnica ancestral foram morrendo, até que não restasse ninguém que soubesse como é que se faziam aquelas espadas e adagas maravilhosas que hoje estão guardadas cuidadosamente nos melhores museus do mundo.
Só em 1973, um norte-americano chamado William “Bill” Moran, após décadas de tentativa e erro, conseguiu redescobrir a técnica de confecção do aço damasco, chocando o mundo da cutelaria.
Tal aço é assim chamado, pois ainda que tenham sido os indianos que desenvolveram a técnica, as peças eram comercializadas na cidade de Damasco, na Síria, o maior centro comercial da época.
Conhecedores do que é o aço damasco, podemos passar agora para a explicação de como este é feito.
Como é feito o aço damasco?
1. Seleção dos aços: geralmente os aços damascos modernos são confeccionados a partir de dois tipos de aços. Normalmente escolhe-se um aço de alto teor de carbono e outro aço de alto teor de níquel. Priorizamos aqueles que apresentam características mecânicas ideais para a confecção de ferramentas de corte.

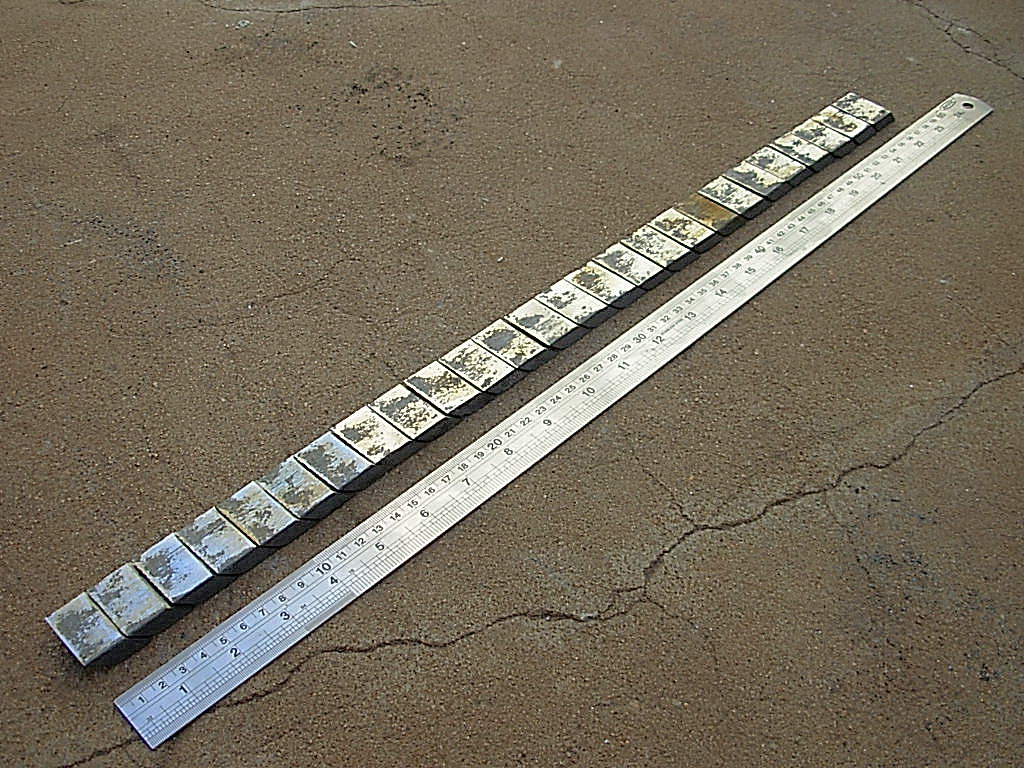
À esquerda as barras de aço carbono e à direita o aço níquel.
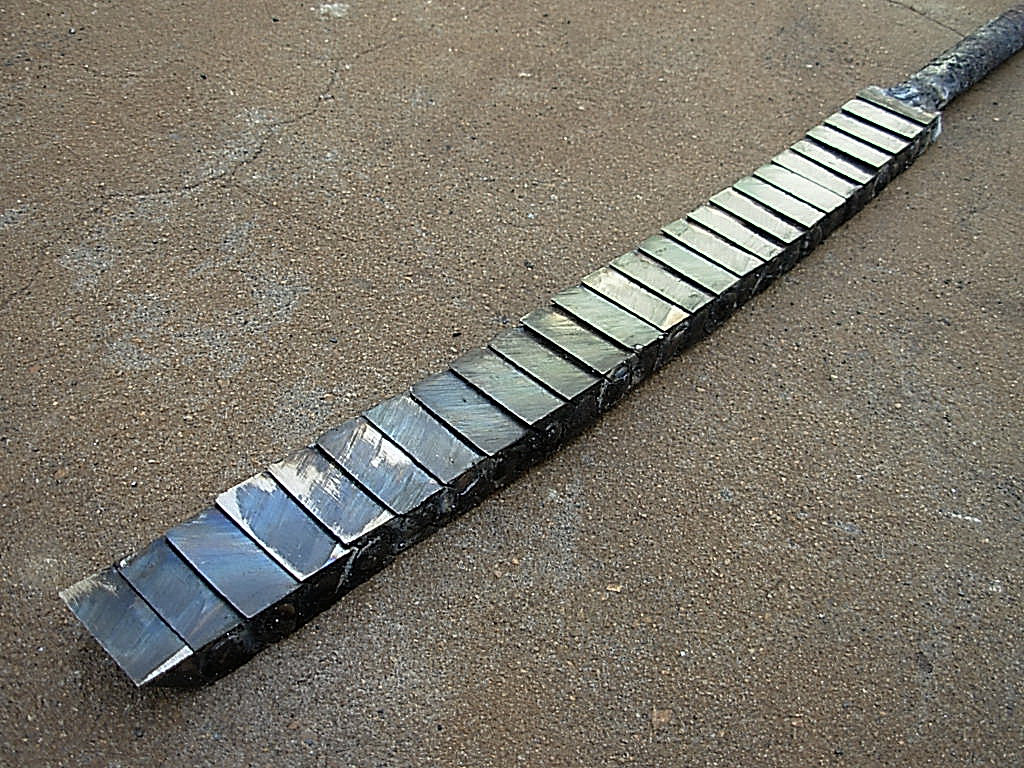
Selecionados os aços, cortamos barras do mesmo tamanho e as intercalamos soldando as extremidades, formando o que chamamos de barra inicial, que soldamos a uma haste que possibilite a manipulação a quente.

A barra inicial.
Neste caso específico, minha barra inicial consiste de 11 camadas, sendo 6 de “aço carbono” (mais grossas) e 5 de “aço níquel” (mais finas). Para cada padrão de aço damasco, existe uma proporção adequada de cada tipo de aço.
2. Caldeamento: nesta etapa, aquecemos a barra inicial a 1100 graus Celsius e a submetemos à pressão, para que as camadas se fundam em um único bloco de aço. Esta pressão pode ser proporcionada por prensa hidráulica, martelete mecânico ou pneumático, ou por martelo manual.

Aquecendo a barra à 1100º C.

Caldeando no martelete pneumático.

Caldeando na prensa hidráulica.

Caldeando no martelo.
Estando devidamente caldeado, o bloco único é forjado no formato adequado para a próxima etapa, a multiplicação de camadas.

Barra já caldeada.
3. Multiplicação de camadas: nesta etapa, cortamos a barra e posicionamos suas partes para um novo caldeamento, o que fará com que seu número de camadas seja multiplicado. Nas fotos abaixo utilizei-me do ácido percloreto férrico, para que fosse possível visualizar as camadas fundidas num único bloco.

Multiplicando sequencialmente as camadas.


Após a multiplicação atingir o número de camadas objetivado, o bloco único é forjado em medidas específicas para a próxima etapa.
Cada padrão de aço damasco moderno possui um procedimento próprio que faz com que o resultado final seja predeterminado. Ou seja, para cada desenho diferente que se vê em uma lâmina, existe um procedimento determinado que o resulte: número de dobras, sentido das dobras, formas de forjamento, etc.
Para cada padrão também existe uma faixa “ideal” de número de camadas cujo resultado é esteticamente melhor. Isso, é claro, varia conforme a interpretação pessoal de cada cuteleiro.
O número, neste caso, não é relevante, foi apenas citado para que o leitor possa compreender como planejamos a confecção dos mais variados padrões.
Neste caso específico, cujas fotos estão servindo para ilustrar o texto, estou executando o damasco composto Padrão W.
4. Exposição das camadas: para explicar melhor esta etapa, costumo fazer uso de uma metáfora, que facilita a compreensão.
Se olharmos um sanduíche deliciosamente preparado por cima, nada mais podemos ver além de pão.

A parte mais bonita e saborosa, o recheio, só poderá ser vista se cortarmos o sanduíche ao meio e olharmos na face cortada.

Com alguns padrões de damasco a sistemática é a mesma. A foto 8 mostra a barra final já com o número de camadas que eu pretendia: 297. Entretanto, olhada por cima, só podemos ver o “pão”, ou seja, a beleza da fusão das camadas está oculta no interior da barra.

Barra final com o número de camadas já multiplicado.
Para solucionar este problema um cuteleiro genial chamado Steve Filicietti, desenvolveu um método que leva o seu nome: Método Filicietti.
Ele cortou a barra final diversas vezes em ângulo de 45 graus, formando pastilhas, que caldeadas em posição diferente deixariam o desenho das camadas (“recheio do sanduíche”) totalmente à mostra.

Cortando a barra em pastilhas de 45º.
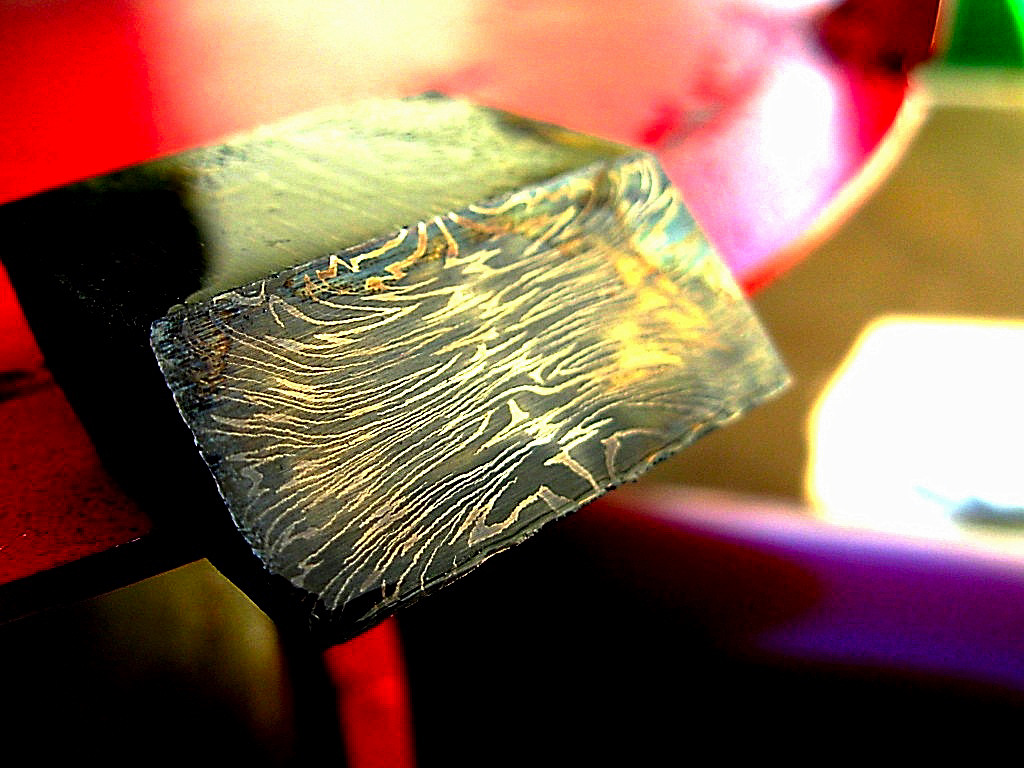
O aspecto interno das pastilhas, expondo as camadas de aço damasco.
Reorganizando as pastilhas com as camadas viradas para cima.
As pastilhas soldadas expondo suas camadas, prontas para mais um caldeamento.
Já caldeadas as pastilhas e voltando novamente a formar um bloco único de aço, basta forja-lo no formato desejado da faca, conforme o modelo objetivado. Neste caso específico, trata-se de uma Chef di Coisine - Modelo Francês – Padrão Internacional.

Faca forjada.
Depois de forjada, a faca é usinada (lixada) na lixadeira e manualmente através de limas e lixas, chegando bem próximo do formato final. É importante notar que os caldeamentos bem executados proporcionam a fusão perfeita dos aços, não restando sinais de emendas ou falhas. O aspecto final é o mesmo de uma faca composta de um único aço.

A faca usinada.
5. Revelação do Aço Damasco: é hora de exibirmos a beleza e a mística desta técnica milenar. Submetemos a lâmina ao ataque do ácido percloreto férrico. Este ácido ataca proporcionalmente muito mais as camadas de “aço carbono”, mantendo quase que totalmente preservadas as camadas de “aço níquel”. Assim, com tempo e supervisão adequados, as camadas de “aço carbono” ficarão em baixo relevo, distinguindo definitivamente o desenho formado pelas camadas misturadas.
6. Fosfatação: a última e fundamental etapa da confecção do aço damasco é a fosfatação, ou seja, a lâmina é submetida a um banho de fosfato de manganês (um material protetor do aço) sob temperatura e tempo controlados, depositando-se principalmente sobre as camadas de “aço carbono”. Acontece que o fosfato de manganês é negro e removendo-o com uma lixa fina das camadas de “aço níquel”, forma-se o contraste maravilhoso das camadas negras e prateadas. A otimização é conseguida com polimento criterioso em máquinas ou manualmente com lixas finíssimas grão 2500.

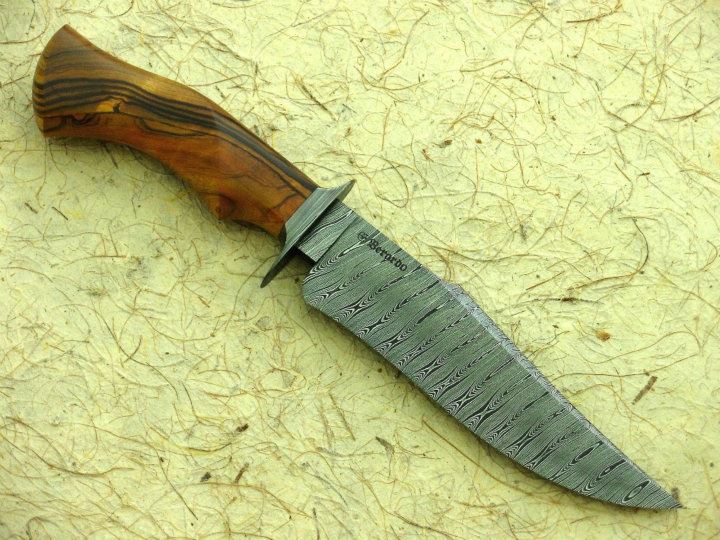
O aspecto final da faca.
É importante ressaltar que nesta descritiva não abordamos aspectos como geometria, ergonomia, proporção, fluidez estética, distribuição de peso, combinação de materiais, tratamento térmico, acabamento e diversos outros quesitos absolutamente inerentes a confecção de uma boa faca.

Abaixo seguem algumas fotos de vários padrões de damascos diferentes, os quais logicamente diferem também em seus protocolos de produção.
Padrão Torcido.

Padrão Dog Star.

Padrão Aleatório.

Padrão W - Método Acordeon.
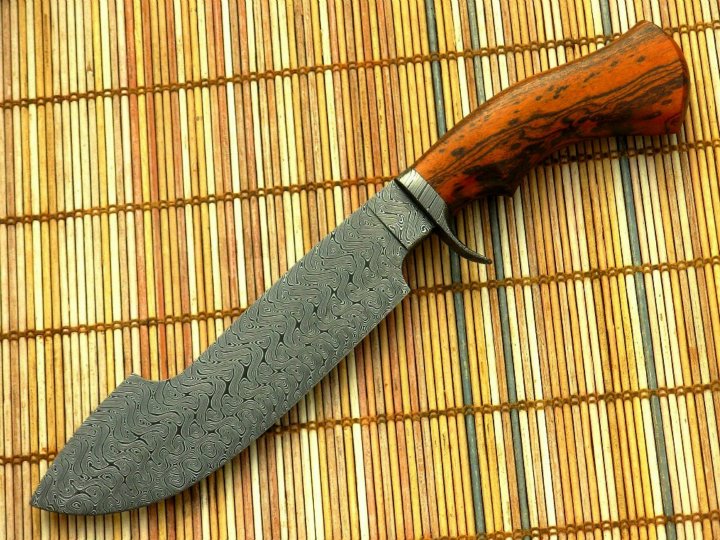
Padrão Turco.

Padrão Ladder.

Padrão Mosaico.
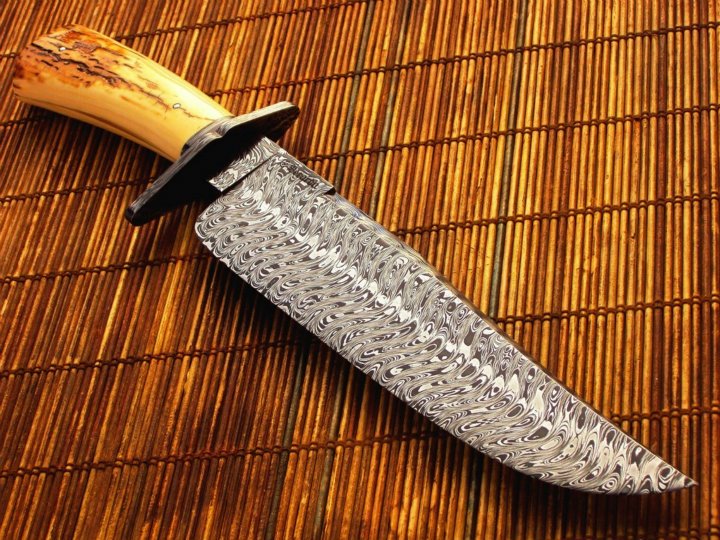
Padrão W Breeze.
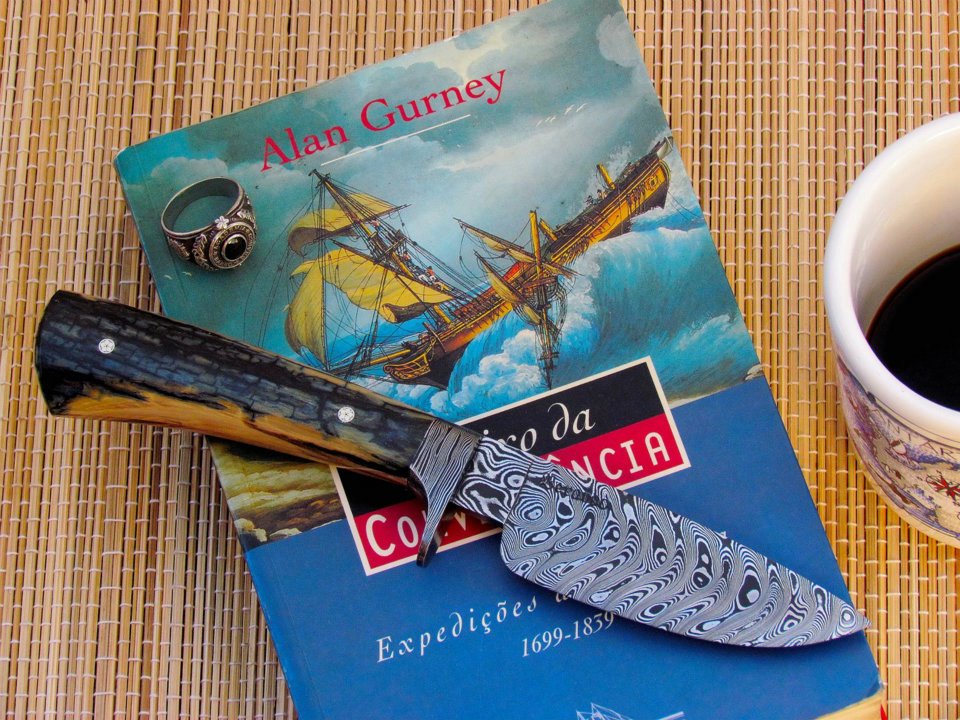
Padrão Arkansas Breeze.
Para receber emails de Facas Disponíveis,
Vídeos, Artigos e Informativos sobre Eventos,
cadastre-se, enviando email para:
e.berardoknives@gmail.com
Contato:
Email: e.berardoknives@gmail.com
Celular: (17) 99727-0246
Email: e.berardoknives@gmail.com
Celular: (17) 99727-0246
Telefone Fixo: (17) 3525-2595































































