
Algumas considerações...
Uma das minhas principais razões para a construção destes artigos, que para mim são extremamente trabalhosos e que demandam grande tempo, é ajudar aos cuteleiros iniciantes.
Já citei num dos meus vídeos, que de forma alguma recomendo o desenvolvimento da carreira na cutelaria de forma auto-didata.
Isto porque as técnicas envolvidas são demasiado difíceis e carecem de uma orientação.
Não que eu não acredite no aprendizado auto-didata, mas creio que pelas altas dificuldades técnicas, isso seria para gênios, e eu, por exemplo, jamais me enquadraria nesta categoria.
Até hoje não conheci nenhum profissional da área que em algum momento não tenha aprendido com outros mais experientes.
Por isso, no início de carreira, contei com a orientação dos "mais velhos".
Soube por um amigo, que minha recomendação de procurar um curso, feita no vídeo sobre damasco, gerou grande polêmica, pois o brasileiro e seu famoso jeitinho, sempre busca o caminho mais fácil e rápido.
Quando recomendei a participação em um curso, não o fiz em causa própria. Minha carreira como Oficial da Polícia Militar de São Paulo, me impede por falta de tempo, de ensinar e eu nunca ministrei nem um curso sequer. Ao contrário, toda vez que alguém me pede para ministrar cursos, o que acontece quase todo dia, sempre indico algum de meus amigos que sei serem profissionais sérios e competentes.
A frequência em um curso, oferece a sedimentação de conhecimentos sólidos, que proporcionarão um futuro desenvolvimento à altíssimos níveis técnicos.
"Encurtar o caminho" é, salvo raríssimas exceções (gênios), condenar-se à mediocridade, ou seja, estar, no máximo, na média profissional.
Isto é apenas um conselho, que exponho no meu canal de comunicação com os amantes das lâminas.
Meus artigos técnicos servem apenas de referencial, algumas pequenas dicas para quem dá seus primeiros passos na carreira. Eu jamais objetivei formar "auto-didatas".
Continuo acreditando que frequentar um bom curso, ainda é um dos melhores investimentos que se pode fazer na carreira!
REPLIQUE ESTA AÇÃO E COMPARTILHE ESTE ARTIGO!
AJUDE A DISSEMINAR CONHECIMENTO!
Que Deus abençoe à todos!
Mãos à obra
Neste artigo daremos continuidade na descrição do processo de produção de uma faca custom do início ao fim.
Nesta postagem trago o meu método de usinagem de uma faca de cozinha tradicional japonesa, cujo modelo denomina-se Santoku.
Tradicionalmente os cuteleiros japoneses não produzem facas integrais (facas construídas à partir de apenas uma peça de aço). Praticamente a totalidade dos modelos da escola japonesa é montada (facas cuja construção é composta de duas ou mais partes).
Como a construção integral é uma característica da cutelaria brasileira, praticamente todas as facas de cozinha que produzo, são integrais. Assim, adaptei minha forma de trabalhar ao modelo japonês.
Na sequência demonstrarei meu passo à passo da usinagem.
EM UM ARTIGO FUTURO ESTAREI TAMBÉM DEMONSTRANDO
A USINAGEM DE UMA FACA MONTADA! ACOMPANHEM!
2. Usinagem
Diz a Wikipédia que: A usinagem compreende o processo de desbaste mecânico que visa dar forma a uma peça, normalmente metálica e que compõe a matéria-prima.
Segundo ainda o dicionário Michaelis usinagem significa o ato ou efeito de usinar. Na prática isto significa submeter um material bruto à ação de uma máquina e/ou ferramenta, para ser trabalhado.
Existem vários processos de usinagem, entre eles serramento, aplainamento, torneamento, fresamento (ou fresagem), furação, eletroerosão, entre outros. A usinagem começou em tempos remotos com processos totalmente manuais e hoje em dia evoluiu muito com o uso de máquinas de alta precisão, como é o caso das chamadas CNC (com comando numérico computadorizado), com uma precisão que chega a ser tão pequena quanto a 1 mícron. Hoje em dia, a usinagem está presente em diversas indústrias, como a automotiva, a naval, a aeroespacial, a eletrônica, a de eletrodomésticos.
Definições à parte, vamos à prática...

A primeira etapa da usinagem, seja de facas de damasco forjadas com matrizes,
seja de facas de damasco forjadas manualmente,
ou mesmo de facas de aço carbono é a remoção da carepa.
Como já expliquei no vídeo sobre aço damasco,
carepa é o termo utilizado na metalurgia para definir
a camada de óxido de ferro resultante do aquecimento de metais ferrosos.
Uma das características da carepa é que ela é extremamente dura,
o que consequentemente destrói muito rapidamente as cintas de lixa.
Assim, qualquer que seja o método de forjamento de sua faca,
recomendo a remoção completa da carepa, de todos os lados da faca.
Ao esmerilhar, tome muito cuidado com a inclinação do disco com
relação à lâmina. Se inclinar demais, pode em fração de segundo,
produzir um sulco na lâmina, o que pode condenar a peça.
Tenha cuidado especial com a região do dorso e do fio,
pois por serem quinas, são muito mais fáceis de se produzir um sulco acidental.

Lâmina cuidadosamente esmerilhada e livre de carepas.

A primeira etapa que faço na usinagem de uma faca,
qualquer que seja o modelo, é usinar o seu perfil.
Para isso, invariavelmente começo pelo dorso,
que em praticamente todos os modelos, serve de referência para
a usinagem das demais partes.
A exceção com relação a iniciar pelo dorso, são adagas e espadas de fio duplo,
que obviamente não tem dorso.
Hoje não gosto de desenhar previamente um modelo,
nem tampouco de trabalhar preso à X ou Y milímetros,
com o paquímetro sempre à mão.
Fiz isso muitos anos no começo da carreira e recomendo aos novos cuteleiros.
Porém hoje, com anos de prática e estudando constantemente
modelos e proporções, prefiro confiar nos olhos,
que bem treinados ajustam as proporções ao melhor possível.
Com base nisto, não gosto de trabalhar com uma "encomenda engessada"
onde a faca deverá ter X milímetros de comprimento,
Y de largura e Z de espessura.
Sempre peço ao cliente que confie na minha habilidade para confeccionar
a faca, pois é comum que as medidas por ele passadas,
não resultem nas melhores proporções,
que resultarão numa faca bonita e de alto desempenho em uso.

Após o perfil, sempre usino as laterais da lâmina,
ou o vazado. Lembrando que o meu método construtivo sempre
lança mão da usinagem denominada flat convex.
Existe outro método também muito usado que se chama hollow ground,
mas eu não o uso.
Para quem está iniciando, vai um conselho:
Acostume-se a usinar a faca com ambas as mãos, desde o começo.
Isso preservará seu "braço bom" de excesso de uso.
Felizmente desenvolvi esta habilidade desde o começo
e sou ambidestro para usinar.
Sei que no início do desenvolvimento de suas habilidades isso será difícil,
mas persista que vale a pena.
Uma lembrança:
Perto de 100% da usinagem das laterais da lâmina,
é realizada com o fio voltado para cima.
Exceções justamente neste tipo de construção integral,
onde por alguns poucos momentos, usino com o fio para baixo.
Com relação à usinar em pé ou sentado,
acho que cada um deve fazer da forma que sentir-se mais
confortável e seguro.
Apenas mais uma dica:
Como na foto, posicione-se com os olhos sobre a mesa vertical de sua
lixadeira, de modo à ter total controle dos ângulos de entrada
da lâmina na cinta de lixa.

Para este modelo especificamente, decidi fazer o bolster integral,
ou como chamamos no Brasil, bombinha, usinada em ângulo reto.
A maioria das minhas integrais são usinadas no rolete, finalizando
a lâmina em curvas simétricas e harmônicas, o que julgo ser mais bonito.
Pelas características do estilo tradicional japonês, decidi pelos 90 graus.
Para isso, usino as laterais da bombinha, de modo a ficarem paralelas
uma com relação à outra e ambas com relação à linha central do dorso.
Depois prendo a lâmina no guia de lima e usino as laterais manualmente à lima.
É bem tranquilo de se fazer.

A próxima etapa é a estampagem da marca na lateral da lâmina.
Eu sempre uso uma caneta para riscar a região, paralela ao dorso da lâmina.
Não recomendo que se faça o alinhamento nos olhos.
Já errei fazendo desta forma e marquei a lâmina inclinado.

Para posicionar a lâmina para ser marcada, faça um suporte simples,
como o da foto e use calços na extremidade contrária,
de modo a regular a inclinação.
O segredo é sempre manter o topo do carimbo paralelo,
tanto no eixo norte/sul, quanto no leste/oeste,
com relação ao apoio do cilindro da prensa.
Muitas vezes eu também regulo a inclinação do apoio
da base da prensa, sobre a qual está a faca, colocando chapinhas
finas na extremidade, de modo a deixar as superfícies citadas paralelas.
Para este estilo de estampagem, uma prensa de 15 toneladas é suficiente.
Minha marca tem superfície bem espessa e contundente
e eu consigo estampar com 11 toneladas de pressão.

Lâmina estampada.
Um ponto que acho relevante e gostaria de destacar é a desnecessidade
de lixar a lâmina, com lixas manuais ou de cinta,
mais finas que o grão 50, antes do tratamento térmico.
Fiz isso por muitos anos no começo da carreira.
Usinava na lixadeira até o grão 220 e à mão até o 320.
Depois temperava e refazia praticamente tudo.
Aprendi desta forma e repliquei por algum tempo.
Desnecessário! Grão 50, depois têmpera, aí sim faz-se o acabamento definitivo!
Um ponto que acho relevante e gostaria de destacar é a desnecessidade
de lixar a lâmina, com lixas manuais ou de cinta,
mais finas que o grão 50, antes do tratamento térmico.
Fiz isso por muitos anos no começo da carreira.
Usinava na lixadeira até o grão 220 e à mão até o 320.
Depois temperava e refazia praticamente tudo.
Aprendi desta forma e repliquei por algum tempo.
Desnecessário! Grão 50, depois têmpera, aí sim faz-se o acabamento definitivo!
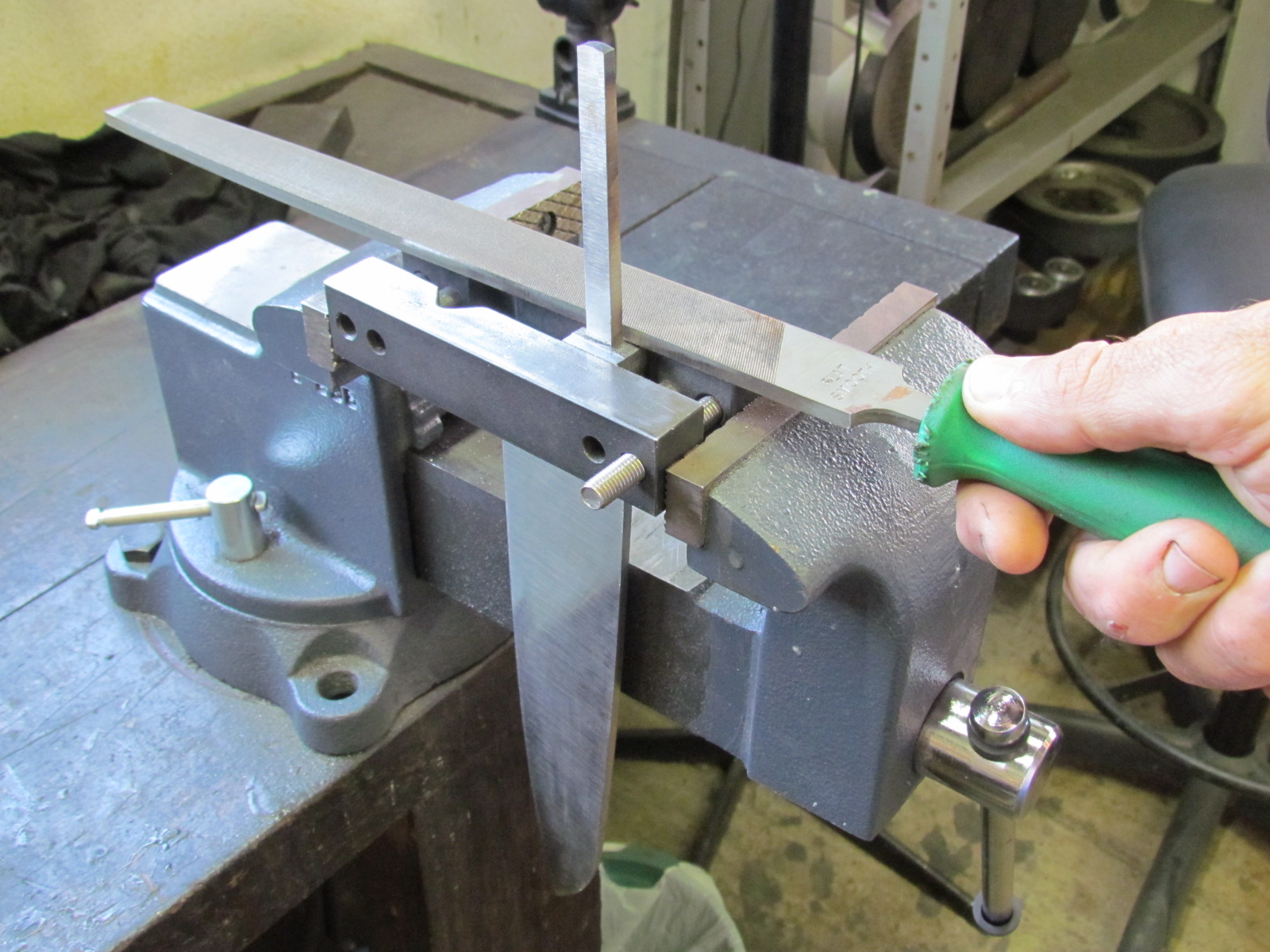
Para usinar a superfície de contado entre a lâmina e o cabo,
basta prender a lâmina no guia de lima, no sentido contrário.
Antes disso, faça uma prévia usinagem da espiga, alinhando-a
ao dorso e ao fio.

Comece limando a parte mais extensa do bolster,
ou seja o sentido vertical deste.
Lime até que sua lima não desbaste mais nada
e comece a escorregar sobre o guia de lima.
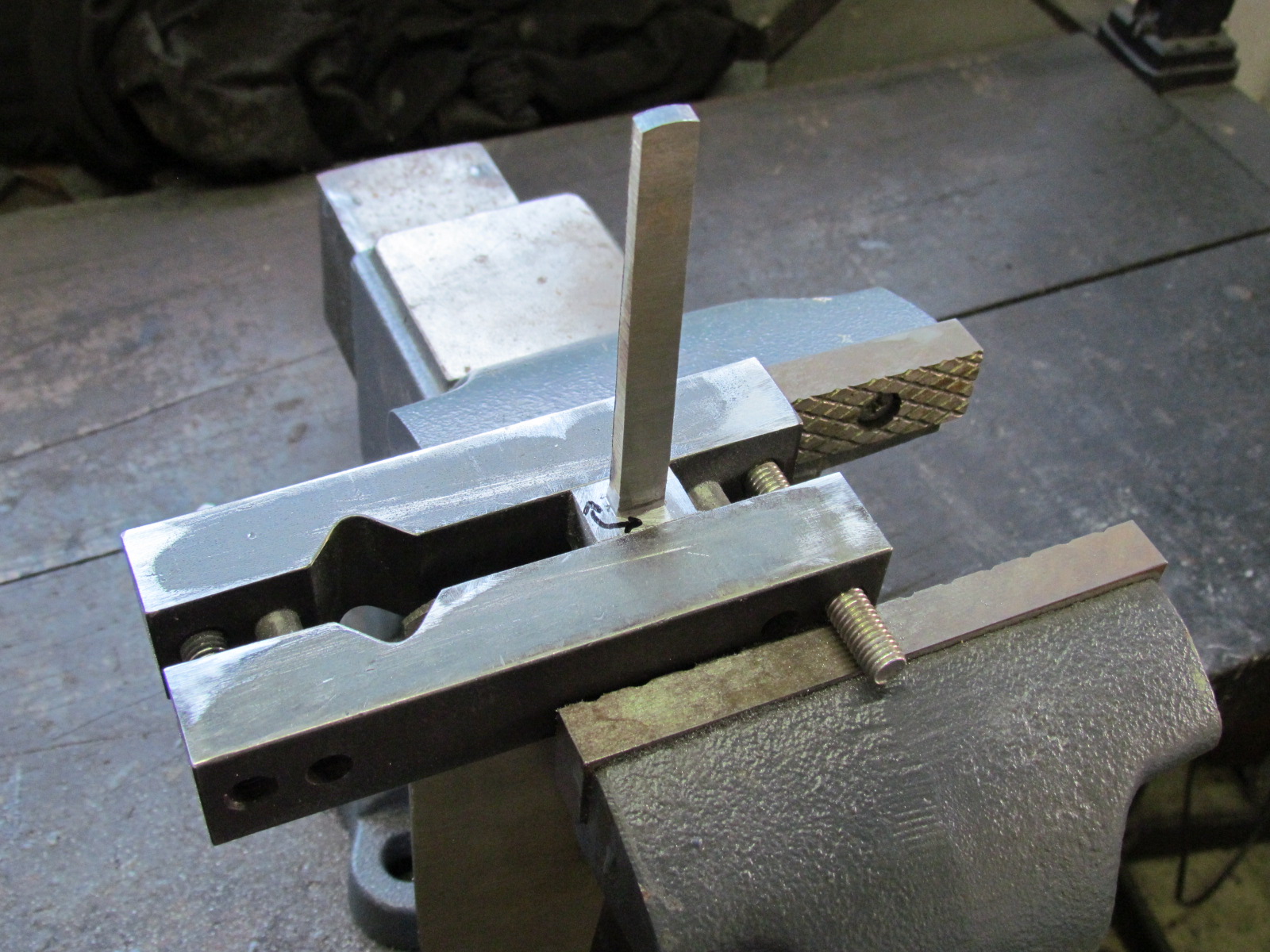
Após isso, lime no sentido circular, como as setas demonstram.
Isso uniformiza toda a superfície no mesmo plano.
Para não desbastar a base da espiga, remova os dentes de uma das laterais de sua
lima chata, para que nesta superfície ela não remova material.
Eu gosto de trabalhar com limas chatas de 12 polegadas.
Uso sempre as murças, pois as bastardas não desbastam com
precisão os aços de alto percentual de carbono que usamos na cutelaria,
além de produzirem riscos muito profundos.

Dorso e espiga perfeitamente alinhados.
Para uma faca de cozinha, entendo que a espiga não precisa ter
mais de 6 ou 7 centímetros de comprimento, o que oferece mais resistência
mecânica do que seria necessário.
Para outros estilos, como por exemplo as facas de campo,
chego a fazer espigas com até 11 centímetros de comprimento.

Fio e espiga alinhados.

Usinagem concluída. Faca pronta para a têmpera.
Eu prefiro manter a bombinha ainda em seção quadrada,
pois caso haja necessidade futura de mais algum ajuste à lima nas
superfícies frontal e da retaguarda, fica mais fácil de prender o
guia de lima. Se ela já estivesse ovalada, isso seria muito mais difícil.

Os dois lados da lâmina perfeitamente caldeado,
sem a existência da menor falha de caldeamento.
Em breve estarei postando as próximas etapas.
Acompanhe! Compartilhe!
"e aprendam a discernir
o que é agradável ao Senhor."
Efésios 5:10
Para receber emails de Facas Disponíveis,
Vídeos, Artigos e Informativos sobre Eventos,
cadastre-se, enviando email para:
e.berardoknives@gmail.com
Contato:
Email: e.berardoknives@gmail.com
Celular: (17) 99727-0246
Email: e.berardoknives@gmail.com
Celular: (17) 99727-0246
Telefone Fixo: (17) 3525-2595
Parabéns teu pelo trabalho, estou começando essa arte que tanto gosto, ainda sou leigo...mas, tendo dicas, como as que tenho em sites como o teu. Aprendo um pouco à cada dia!!! Obrigado.
ResponderExcluirExcelente iniciativa,a sua! Disseminar o conhecimento a respeito dessa Arte tão particularizada,especializada, é disseminá-la de modo a incentivar muitos a seguí-la,multiplicá-la,sob obsigno da qualidade do seu trabalho cuidadoso,esmerado,profissional. Parabéns redobrados e sinceros!
ResponderExcluirCaro Amigo eu não sei como agradecer tanto conhecimento compartilhado... Um "OBRIGADÃO" paga?!!?
ResponderExcluirOSS!!!
de Edinho
Caro Amigo eu não sei como agradecer tanto conhecimento compartilhado... Um "OBRIGADÃO" paga?!!?
ResponderExcluirOSS!!!
de Edinho
Este comentário foi removido pelo autor.
ResponderExcluirCaro Major Boa noite,
ResponderExcluirO desbaste flat convex funciona para facas de campo? O senhor poderia explanar sobre o mesmo em um vídeo?
, abraço